
Electronics is what comes in between.


The robust growth in automotive end market electronics is rooted in consumer demand for safer and more functional vehicles. Consequently, the need for highly reliable electronic assemblies, capable of meeting the tightest industry standards,
has never been greater. Kimball Electronics, long a leader in the automotive market, remains committed to advancing creative EMS solutions to accommodate ever-evolving technologies and consumer preferences. As a pioneer in producing braking
and steering electronics, Kimball Electronics has acquired unique market experience and knowledge, positioning it as a premiere EMS player for the exacting demands of Advanced Driver Assistance Systems.
Learn what Kimball Electronics
can do for you.
Our automotive group has continuously delivered on time and on quality to our global Tier 1 customers for over 25 years. We are certified to IATF 16949 requirements and work to manage our supply chain to offer the best value to our customers over the course of the product lifecycle.
The Automotive-dedicated team will provide you with a single point of contact over the course of our partnership to ensure the ease of communication necessary to be flexible with market changes, from NPI to Aftermarket Support.
In every project, our goal is to support our customers' needs with the right mix of services, facility build site options, and technical expertise.
Our global footprint, core competencies, Industry 4.0 experience, and core values ensure lasting relationships and global success.
 Focused
Focused
 Aligned
Aligned
 Disciplined
Disciplined
 Committed
Committed
We are focused, aligned, disciplined, and committed to providing our customers with the highest-reliability and highest-quality in automotive electronics manufacturing. Since 1985, we have been committed to advancing creative EMS solutions to accommodate ever-evolving technologies and consumer preferences rooted in the demand for safer and more functional vehicles in the automotive industry.

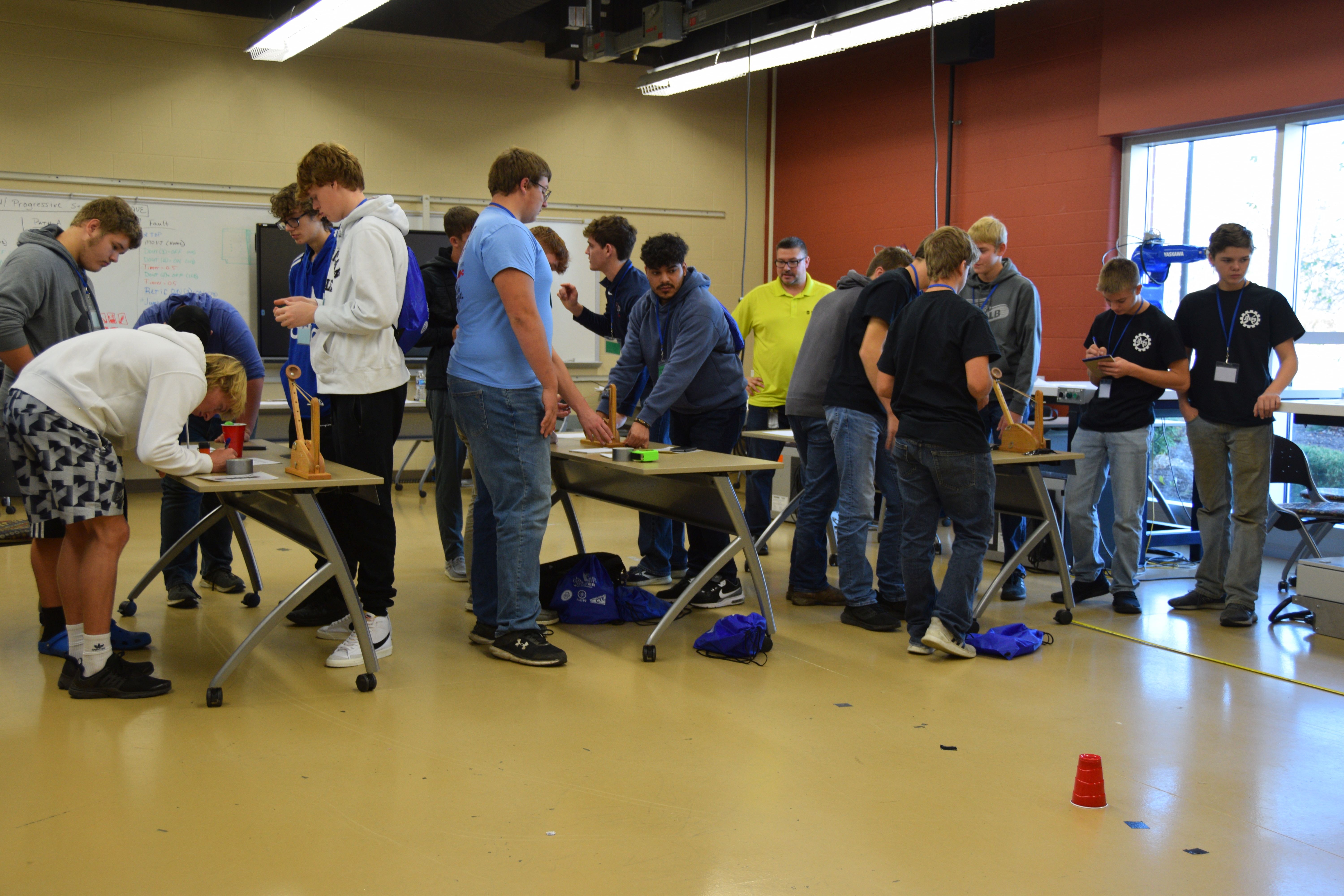
In November, Kimball Electronics Jasper (KEJ) was a major supporter of the recent Vincennes University-Jasper campus' Center for Technology, Innovation, and Manufacturing Challenge (CTIM) during which local industry leaders teamed up with the university to provide an opportunity for 140 students from 10 area high schools to participate in a fun competition while also learning about the skills needed to thrive in the local workforce. 24 teams were created and the team competed for $3,000+ in cash prizes. The event provided engaging and interactive competition focused on cooperation and teamwork. Students put their skills to the test in the competition as they were challenged to work together using only the materials they were provided.

Leave a commentOrder by
Newest on top Oldest on top